Page 25 - Catalogo Frese
P. 25
AMETRI DI LAVORO
MACHINING PARAMETERS
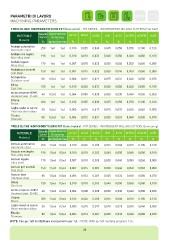
FRESE ELICHE INDIPENDENTI SERIE F07 (Cava piena) - F07 SERIES - INDIPENDENDT MILLING CUTTERS (Full Slot)
MATERIALE Velocità Asportazione d=1/2 d=3/4 d=5/6 d=8 d=10 d=12/14 d=16/18 d=20
Material Speed Removing fz fz fz fz fz fz fz
Vc ap max ae max fz
Acciaio automatico 250 1xd 1xd 0,010 0,025 0,038 0,045 0,058 0,070 0,100 0,120
Automatic steel
Acciaio non legato 190 1xd 1xd 0,010 0,020 0,033 0,040 0,050 0,060 0,080 0,100
Non-alloy steel 170 1xd 1xd 0,007 0,018 0,025 0,030 0,040 0,050 0,060 0,080
150 1xd 1xd 0,007 0,015 0,025 0,030 0,040 0,050 0,060 0,080
Acciaio legato 80 0,5xd 1xd 0,006 0,012 0,021 0,025 0,032 0,040 0,050 0,070
Alloy steel 150 1xd 1xd 0,010 0,020 0,033 0,040 0,050 0,060 0,080 0,100
Acciaio per utensili
Tool steel
Acciaio Inox
Stainless steel
Ghisa
Cast iron
Acciaio temprato -55HRC 40 0,2xd 1xd 0,004 0,008 0,020 0,030 0,030 0,040 0,050 0,050
300 1xd 1xd 0,012 0,025 0,038 0,045 0,058 0,070 0,100 0,120
Hardened Steel -55 HRC 30 0,5xd 1xd 0,005 0,010 0,017 0,020 0,025 0,030 0,040 0,050
Ottone
Brass
Leghe resist. al calore
Heat resistant alloys
Titanio 80 0,5xd 1xd 0,006 0,012 0,021 0,025 0,032 0,040 0,050 0,070
Titanium
FRESE ELICHE INDIPENDENTI SERIE F07 (Contornatura) - F07 SERIES - INDIPENDENT MILLING CUTTERS (Contouring)
MATERIALE Velocità Asportazione d=1/2 d=3/4 d=5/6 d=8 d=10 d=12/14 d=16/18 d=20
Material Speed Removing fz fz fz fz fz fz fz
Vc ap max ae max fz
Acciaio automatico 250 1,5xd 0,5xd 0,010 0,025 0,038 0,045 0,058 0,070 0,100 0,120
Automatic steel
Acciaio non legato 190 1,5xd 0,5xd 0,010 0,020 0,033 0,040 0,050 0,060 0,080 0,100
Non-alloy steel 170 1,5xd 0,5xd 0,007 0,018 0,025 0,030 0,040 0,050 0,060 0,080
150 1,5xd 0,5xd 0,007 0,015 0,025 0,030 0,040 0,050 0,060 0,080
Acciaio legato 80 1,5xd 0,5xd 0,006 0,012 0,021 0,025 0,032 0,040 0,050 0,070
Alloy steel 150 1,5xd 0,5xd 0,010 0,020 0,033 0,040 0,050 0,060 0,080 0,100
Acciaio per utensili
Tool steel
Acciaio Inox
Stainless steel
Ghisa
Cast iron
Acciaio temprato -55HRC 40 1,5xd 0,2xd 0,004 0,008 0,020 0,030 0,030 0,040 0,050 0,050
300 1,5xd 0,5xd 0,012 0,025 0,038 0,045 0,058 0,070 0,100 0,120
Hardened Steel -55 HRC 30 1,5xd 0,2xd 0,005 0,010 0,017 0,020 0,025 0,030 0,040 0,050
Ottone
Brass
Leghe resist. al calore
Heat resistant alloys
Titanio 80 1,5xd 0,5xd 0,006 0,012 0,021 0,025 0,032 0,040 0,050 0,070
Titanium
NOTE: Con ap: 1xD moltiplicare avanzamento per 1,3. - NOTE: With ap:1xD multiply progress 1,3x.
23
MACHINING PARAMETERS
FRESE ELICHE INDIPENDENTI SERIE F07 (Cava piena) - F07 SERIES - INDIPENDENDT MILLING CUTTERS (Full Slot)
MATERIALE Velocità Asportazione d=1/2 d=3/4 d=5/6 d=8 d=10 d=12/14 d=16/18 d=20
Material Speed Removing fz fz fz fz fz fz fz
Vc ap max ae max fz
Acciaio automatico 250 1xd 1xd 0,010 0,025 0,038 0,045 0,058 0,070 0,100 0,120
Automatic steel
Acciaio non legato 190 1xd 1xd 0,010 0,020 0,033 0,040 0,050 0,060 0,080 0,100
Non-alloy steel 170 1xd 1xd 0,007 0,018 0,025 0,030 0,040 0,050 0,060 0,080
150 1xd 1xd 0,007 0,015 0,025 0,030 0,040 0,050 0,060 0,080
Acciaio legato 80 0,5xd 1xd 0,006 0,012 0,021 0,025 0,032 0,040 0,050 0,070
Alloy steel 150 1xd 1xd 0,010 0,020 0,033 0,040 0,050 0,060 0,080 0,100
Acciaio per utensili
Tool steel
Acciaio Inox
Stainless steel
Ghisa
Cast iron
Acciaio temprato -55HRC 40 0,2xd 1xd 0,004 0,008 0,020 0,030 0,030 0,040 0,050 0,050
300 1xd 1xd 0,012 0,025 0,038 0,045 0,058 0,070 0,100 0,120
Hardened Steel -55 HRC 30 0,5xd 1xd 0,005 0,010 0,017 0,020 0,025 0,030 0,040 0,050
Ottone
Brass
Leghe resist. al calore
Heat resistant alloys
Titanio 80 0,5xd 1xd 0,006 0,012 0,021 0,025 0,032 0,040 0,050 0,070
Titanium
FRESE ELICHE INDIPENDENTI SERIE F07 (Contornatura) - F07 SERIES - INDIPENDENT MILLING CUTTERS (Contouring)
MATERIALE Velocità Asportazione d=1/2 d=3/4 d=5/6 d=8 d=10 d=12/14 d=16/18 d=20
Material Speed Removing fz fz fz fz fz fz fz
Vc ap max ae max fz
Acciaio automatico 250 1,5xd 0,5xd 0,010 0,025 0,038 0,045 0,058 0,070 0,100 0,120
Automatic steel
Acciaio non legato 190 1,5xd 0,5xd 0,010 0,020 0,033 0,040 0,050 0,060 0,080 0,100
Non-alloy steel 170 1,5xd 0,5xd 0,007 0,018 0,025 0,030 0,040 0,050 0,060 0,080
150 1,5xd 0,5xd 0,007 0,015 0,025 0,030 0,040 0,050 0,060 0,080
Acciaio legato 80 1,5xd 0,5xd 0,006 0,012 0,021 0,025 0,032 0,040 0,050 0,070
Alloy steel 150 1,5xd 0,5xd 0,010 0,020 0,033 0,040 0,050 0,060 0,080 0,100
Acciaio per utensili
Tool steel
Acciaio Inox
Stainless steel
Ghisa
Cast iron
Acciaio temprato -55HRC 40 1,5xd 0,2xd 0,004 0,008 0,020 0,030 0,030 0,040 0,050 0,050
300 1,5xd 0,5xd 0,012 0,025 0,038 0,045 0,058 0,070 0,100 0,120
Hardened Steel -55 HRC 30 1,5xd 0,2xd 0,005 0,010 0,017 0,020 0,025 0,030 0,040 0,050
Ottone
Brass
Leghe resist. al calore
Heat resistant alloys
Titanio 80 1,5xd 0,5xd 0,006 0,012 0,021 0,025 0,032 0,040 0,050 0,070
Titanium
NOTE: Con ap: 1xD moltiplicare avanzamento per 1,3. - NOTE: With ap:1xD multiply progress 1,3x.
23